際鉋販売ページ
際鉋は刃先が台下端の側面角と揃っており通常の鉋では削れない入り隅まで削れます。
入り隅は木工機械を使うと綺麗に加工が出来ますが刃物跡が残ります、これを仕上げるには際鉋が必要です。
刃は斜め(イスカ)仕込みで横方向の削りもささくれず削れます、私が家具や建具を作る時に鏡板を機械でサジ面で削り出しますが、美しく仕上げるために際鉋を使います。

家具製作の技能検定では、使用大工道具のリストに含まれており必ず必要な工程があります。
導突鉋は見た目似ていますが、コグチの入り隅を削る専用で見かけは似てますが用途は全く違います。
現在は職人さんがほとんど居ませんので、在庫が切れた場合、入荷に時間を要しております、どうしても必要な場合はご予約下さい。
際鉋の販売商品

際鉋、宝寿(きわがんなほうじゅ)
標準的な際鉋より、小ぶりな大きさで技能検定に向く大きさです。刃は小森製の青紙の耐久力のある鋼を使用。
- 30mm 右 16300円 入荷待
- 30mm 左 16600円 入荷待
- 36mm 右 17600円 入荷待
- 36mm 左 18000円 入荷待
- 注文時に右か左、左右を指定下さい
- 直ぐ使い行っていません。

純鉄際鉋鋼匠きわがんなこうしょう
「削ろう会」会報紹介の品を際鉋に、700尺の削り、長切れします。地金は低炭素量の純鉄、柔らかさはこの上なく研ぎ易い。
- 36mm 右 24000円 在庫有
- 36mm 左 24000円 在庫有
- 42mm 右 26000円 入荷待
- 42mm 左 26000円 入荷待
- 注文時に右か左、左右を指定下さい
- 直ぐ使い行っていません。

際鉋用針(きわがんなようはり
櫛刃などとも呼ばれ際鉋の側面に取り付けます。横削りする時の毛引き刃になります。
36ミリ、42ミリ用
- 右 2300円 入荷待
- 左 2300円 入荷待
- 注文時に右か左、左右を指定下さい

際鉋の左右勝手
- 入り隅が左にあり、右に際鉋を持って削るのが右勝手で、その反対が左勝手です。
- 木目に沿って削る時、逆目が強い時は、逆勝手の際鉋があると綺麗に仕上がります。
技能検定1級家具製作
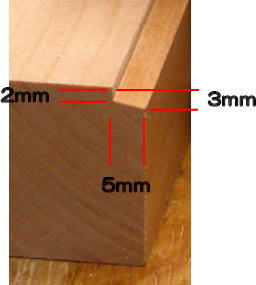
この検定ではどうしても際鉋が必要な加工部分があります。下記の様に幅5ミリで深さ2ミリ、外側では3ミリ高さのの傾斜が付いた削り出しを技能検定では行います。一般的な際鉋は直角の削り出し用なので買ったままでは1級家具製作では難しい加工になります。
美しく削り出すために、際鉋本体には側面に毛引刃を取り付け、下面に定規を取り付けます。これを行えば効率的に指定寸法に加工できます。
逆目を止めるためには裏金と鉋刃の刃先が平行になるように研ぎ合わせます。又は左右1セットで揃えれば逆目は防げますが、会場で充てられた材料が中杢、出会い杢の場合は裏金の調整がカギになります。
それと削り出す角を綺麗にするため、針(毛引刃)の埋め込みも行います。
際鉋で削り出す工程工程
- 削り出す工程としては二段階で削り出します。 そのため定規の当て方をその都度変えます。
- 第一段階の削りは深さ2ミリで平行に削ります。
- 第2段階の削りは斜めに外側へ1mm倒して削ります。
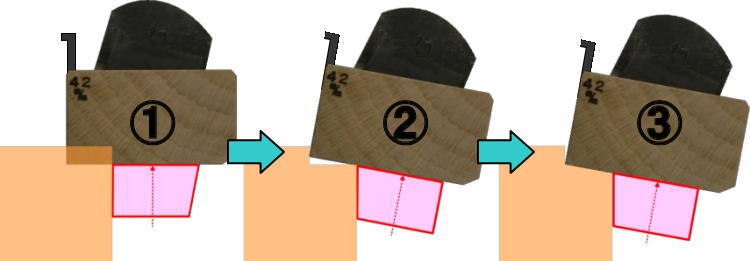
- 定規(下記画像の赤い部分)は材料が当たる片面を直角、反対側をサジ面勾配の5:1にしておきます。
- 取り付けは蝶ネジを使い定規取り付け面の1/2の部分(点線の矢印)に穴が来るようにしておきます。
- 技能検定では定規の位置固定はできませんので、穴の直径は緩くしておきます。
- 第一段階では巾5ミリに定規を合わせた際鉋で側面に毛引で深さ2ミリに合わせた線まで削り出します。
- 第二段階では赤い定規を反転させて付け直して、サジ面の勾配深さ1ミリを削り出します。
- 深さは第一段階と同じように毛引を使い深さを決めます。
- 幅は台が斜めになる分、5ミリより微妙に広がりますので、加工部材の削り出された巾に合わせて定規の位置を固定します。
赤い定規は、勾配を付けて削る時にグラグラしないように厚めにしておくと安定して削れます。
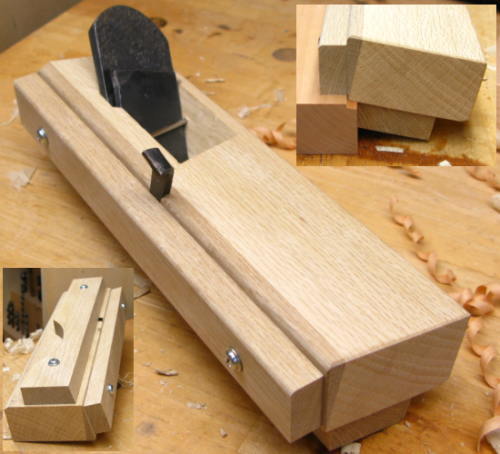
- 下記は技能検定用の勾配に合わせて作った際鉋です。
- 側面にも定規を付けて深さも決められるようにしています。
- 画像ではネジ締めとしていますが、使用大工道具の一覧にねじ回し等がありませんので、鬼目ナットを埋め込み蝶ネジとした方が良いでしょう。
際鉋の仕込みと調整
仕込み易さはその台打ちの加減に左右されます、仕込みの順番を間違えると鉋台の角にぴったり刃先が揃わなくなりますので、注意が必要です。
- 下記画像をタップして拡大してご覧ください。
- 赤い点線が台の押さえ溝のラインです、この線上に際鉋の台の角が重なります。
- 正確には台下端角より若干内側に入った位置に来るようにしてあります。
- 仕込みの最終段階で鉋台の側面を底面に対し直角に削り刃先と台の角を完全に一致させる為です。

仕込と調整作業
- まず耳を裏金の幅に合わせ落とします。
- 刃と裏金の裏押しを済ませます。
- この段階では鎬面は研いでいません。
- 表馴染みを付けながら、仕込みの硬さを調整し刃を刃口に近づけて行きます。
- その段階で刃先が台の角に出てこないようであれば、刃先の寄せ方 のページを見てその調整をします。
- 刃先が台の下端から出るようになったら、刃先と台の角を際鉋の頭を横から叩いて調整し、台の下端と平行になるように鎬面を研ぎます。(刃先と台の角を合わせる時、角から若干刃先が内側に来るようにしておき、台直しの時に際鉋の側面を直角に削り調整する時に刃先と角を完全に合わせます。)
- 刃先が角と揃い、尚且つ台下端と平行に刃揃った段階で、刃口と刃先を平行に切りそろえます。
- 下端の調整は一連の仕込みの作業が終わってから行います、一般的な鉋と同じですが、違うのは横擦りする場合は際側からの一方通行で削らなければなりません。
- 逆に削った場合、角が欠けてしまいますので大事な際鉋の側面の角が欠けて壊れる事になります。
- 際鉋の針を入れる場合は、ここまで仕込みが完成してから入れますが、直ぐに入れるのではなく、台の乾燥が進んで側面の動きが落ち着いた時に、直角などを調整しなおしてから行った方が良いでしょう。針の入れ方はこちら針の入れ方。
大工道具の曼陀羅屋について
詳しい案内
大工道具、ご購入案内
お急ぎ電話注文
TEL 0956-46-0903 出ない時 080-5247-6198
簡単メール注文
cbk99780@pop06.odn.ne.jp
件名に注文、本文に下記を記載
品名,住所,名前,TEL,支払方法(代引,銀行振込,カード)
Copyright(C)1999〜大工道具の曼陀羅屋 All Rights Reserved.