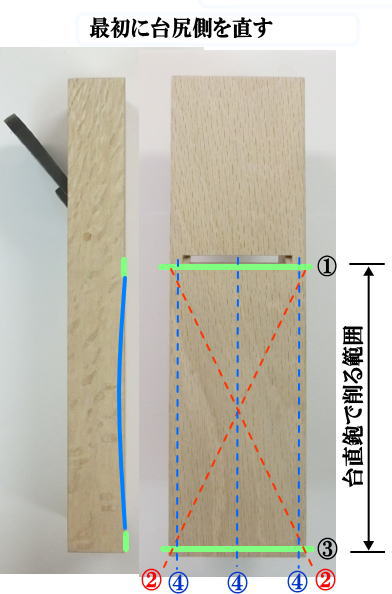
最初に台尻側を調整
- 最初に基準となる①鉋の刃口の線を削り完成させます。刃口は広がると逆目が止まらないので広がるのを遅らせるために最低限削ります。
- ①の線と③の線捻じれをとり台尻側の面を捻じれの無い平面にします。
- ②の線を対角線に交互に見て、光の洩れ方が多い方が高いので、③の線を削り光の洩れ方が同じになるように立鉋で削ります。
- ①と③に常に下端定規が当たる状態になるように立鉋(台直し鉋)で削ります。③光の洩れ方は少ない 方が分かりやすいです。
- 捻じれが無くなった台尻側の面を適度に台直鉋で透きとる作業です。④の線に下刃定規を当て、端まで移動させて歪な部分を整えながら透き取を完了します。
- ①から③に平行に定規を移動してこの間でも歪がないか確認します。
- これで刃口から台尻までの下端の台直しがが完成されます。 基本的に以後、この台直しが完了するまで、この面の台直しをすることはありません。